はじめに
製図を行う上で寸法記入は重要です
寸法記入には一般的な記入方法に加え、物品の形状を明瞭に表す寸法補助記号、組立を行う上で重要な基準点の設け方、加工方法に沿った記入など考慮すべき項目が多くあります
本頁では寸法記入の一般規則、寸法補助記号などの基本的な内容を記載します
寸法記入の一般規則
① 物品の機能、製作、組立を考慮し、必要な寸法を明瞭に記入する
② 寸法は主投影図(正面図)にできるだけ記載する
③ 重複記入(寸法の2重定義)を避ける
④ 計算を要する記入方法を避ける
⑤ 必要に応じ基準となる点、線を基に記入する
⑥ 関連寸法はできるだけ一か所に記入する
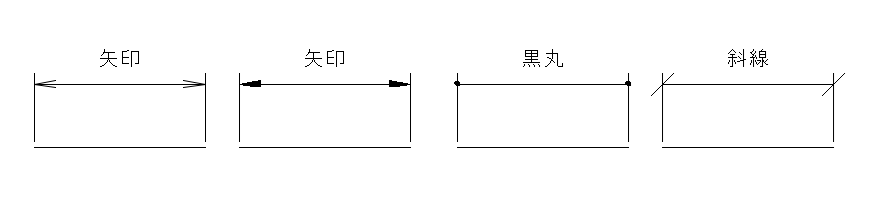
寸法線の端末記号
CADでは多くの寸法線の端末記号が準備されているますが、JISでは2種類の矢印、黒丸、斜線の使用としています
※ 一般的に矢印を使用し、狭い箇所などの矢印が適用できない箇所に黒丸/斜線を使用します
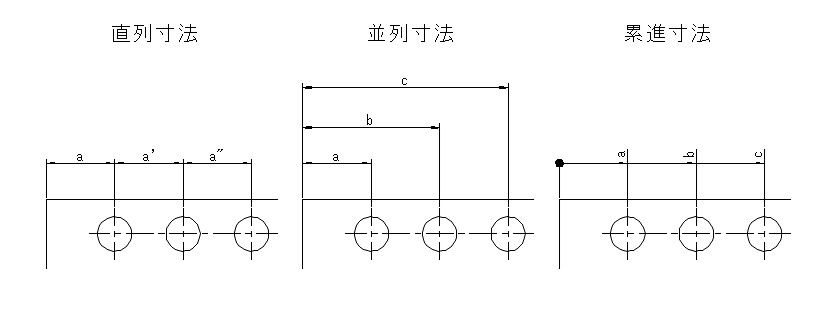
寸法の配置
寸法の配置には下図に示す3種類があります
下左図の直列寸法記入法は寸法領域が狭くてすむ特徴がありますが、誤差が累積する記入方法です
下中図の並列寸法記入法は、誤差の累積が無い代わりに寸法領域が広く必要です
下右図の累進寸法記入法は、誤差の累積が無く寸法領域が狭くてすむ特徴があります
それと基準面が明確になる特徴があります
寸法補助記号
φ _180°を超える円弧または円の直径
Sφ_180°を超える球の円弧または直径
□ _正方形の辺
R _半径
SR_球の半径
⌒ _円弧の長さ
C _45°の面取り
^ _円錐状の面取り
t _厚さ
その他_座グリ、皿座グリ等、穴深さなどを表す記号があります
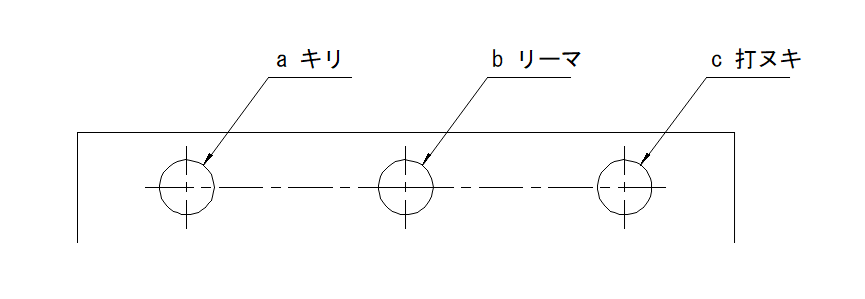
穴寸法の表し方
穴加工にはキリ、リーマ、打ち抜き、鋳抜きなどの方法があります
これらの加工方法を明確にするために下記図のような記載を行います
※ 穴加工は円筒になるので「φ」を付けません
※ 記入は漢字と片仮名です
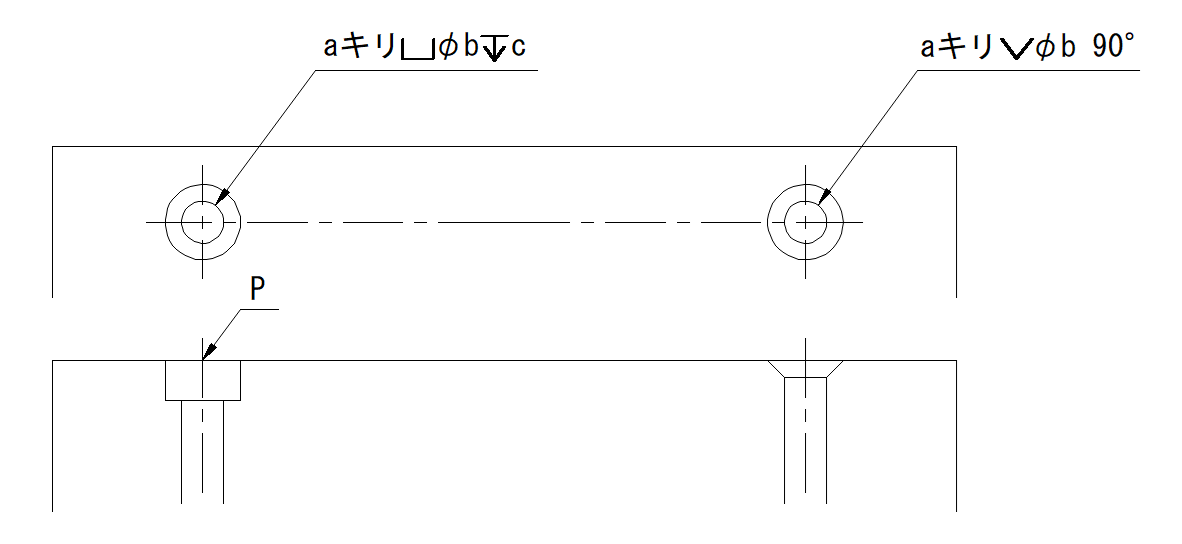
ざぐりの表し方
ざぐりはねじの座りをよくするために、また六角穴付きボルトや皿ねじの頭を表面から沈めたい場合に施します(深ざぐり)
下図に記載例を示します
※ 小径のネジの場合、下穴とざぐり加工が同時に行えるドリルがあります
できるだけ規格に沿った寸法指定が加工工程の短縮に繋がります
※ 下上図は穴上面から見た図です
矢印は下穴(キリ穴)から引き出します・・・ざぐり穴の端末記号は省略
側面での寸法記入は下図のP点
※ ざぐりや皿ざぐりを表す寸法補助記号は特殊記号として国内で流通するCADソフトでも準備されていません
これを記載するには線分を組み合わせて作図する必要があります
誤解を招かないことを前提に、文字変換可能な表示方法で記載するのが良いと思います
皿ざぐり_「aキリ 皿座グリφb」・・・皿ざぐりの場合、角度は90°なので「皿座グリ」と記載すれば径を指定するだけでOK
ざぐり _「aキリ 座グリφb 深c」
・・・皿座グリ、座グリのφは必要が無いように思えますが、円形以外の形状もあり得ますので必要です
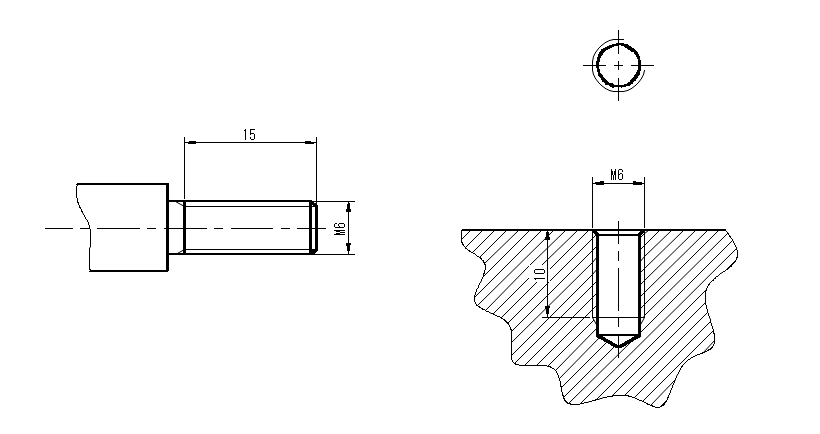
ネジの表し方
❍ 一般事項
ネジの記載方法は1998年に改訂されています
下右図(青)は旧JIS規格に基づく表記、下右図(黒)は新規格です
新規格はISOに準じる目的で日本語表記を使用しない規格になっています
※1 新規格において、並目ネジのピッチは省略します
※2 下穴径の長さは省略可能で、ネジ長の1.2~ 1.3程度に記載します
(注)下穴長とネジ長が一緒の表記は、特殊な工具を必要とするのと加工が難しいのでよくないです・・・ネジ長>下穴長
※3 新規格では、メネジ・オネジの谷・山の表記は細線・3/4円弧で表記します
※4 その他として、ネジのC面取りは寸法表示は無くとも記載は必要です・・・加工上バリ取りが最低限必要なため

❍ 新規格でのネジ表記
旧規格では上図のようにネジに引き出し線を用いてネジの仕様を記載しました
新規格では下図のように直接寸法記入します
※ ハッチングはオネジ_山、メネジ_谷
❍ ネジの種類を表す記号
・ メートルネジ_M
・ 管用テーパネジ オネジ_R
メネジ_Rc
平行メネジ_Rp
・ ユニファイ並目ネジ_UNC(Unified National Coarse)
ユニファイ細目ネジ_UNF(Unified National Fine)
❍ ネジの等級
・ メートルオネジ(精→粗)_4h, 6g, 6f, 6e
・ メートルメネジ(精→粗)_5H, 6H, 7H, 6G
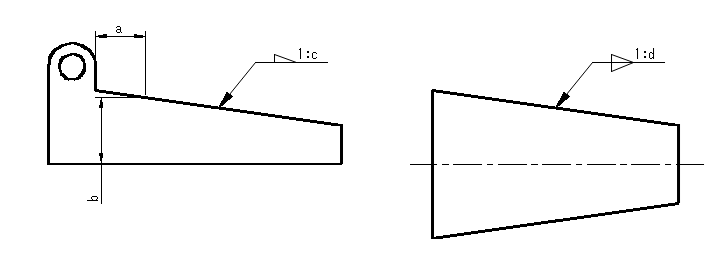
傾きの表し方
四辺形の一辺が傾いている場合を勾配、中心軸に対して対称に傾いている場合をテーパと呼びます
この勾配、テーパの傾きは分子を1として表します
下図に勾配、テーパの図示方法を示します
※ 勾配、テーパの図示記号の向きは品物の勾配、テーパの向きに合わせます
※ テーパの表示はドリルのチャック柄等のテーパ部が精密にかみ合う場合のみで使用します
・・・その他のテーパは一般的な寸法の記入方法を用います(最大径・最小径・長さを指定)
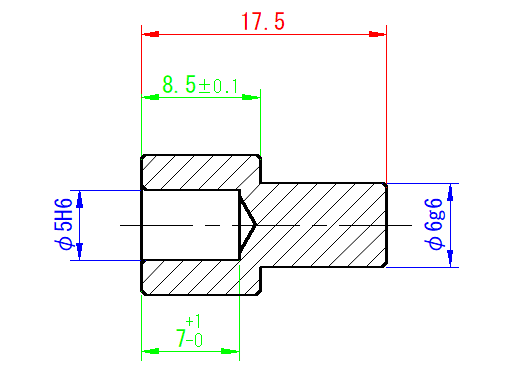
寸法公差
寸法公差の記載方法には下図に示す3方式があります
❍ ISOはめあい方式(青字)
JIS B 0401-1, 2に基ずく記載方法で、軸径と公差クラスにより指定する方法
※ 公差クラスは主寸法に続き、主寸法と同じ文字高さで記載します
❍ ISOはめあい方式によらない場合(緑字)
主寸法に続き公差数値を直接指定します
※ 大きい値が上段、小さな値が下段
※ 公差数値の文字高さの規定は無い(主寸法の文字高さが3.2 mmであれば、公差寸法は2.5 mm程度が見やすい)
❍ 普通公差(赤字)
JIS B 0405に規定する長さに対する公差
精密(f)、中級(m)、粗級(c)、極粗級(v)の4クラスに分類される
※ 公差指定の無い寸法公差を一般公差として指定するのも一法かと思う
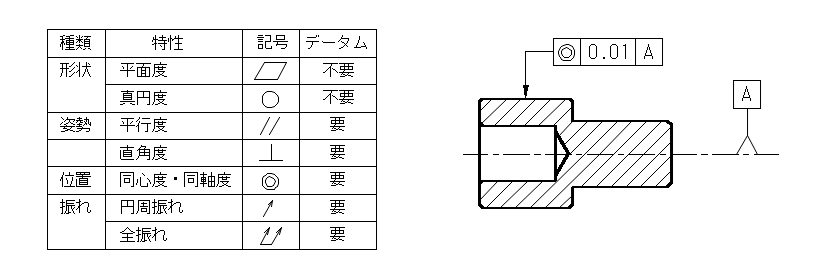
幾何公差
組立時の累積誤差を軽減し、組立の容易性を保つには長さに関する公差以外に角度寸法、同芯度、平面度などの幾何的な公差が必要です
下左図に幾何公差を表す記号を示します
下右図は付加記号を合わせて使用した同軸度の公差を示す例です
※ データム(Datum)は基準の意味です
仕上げ記号
❍ はじめに
部品の製作上、材料の肌を利用するのか、除去加工をどのように行うかなど明確に記載する必要があります
これを表すのが仕上げ記号です
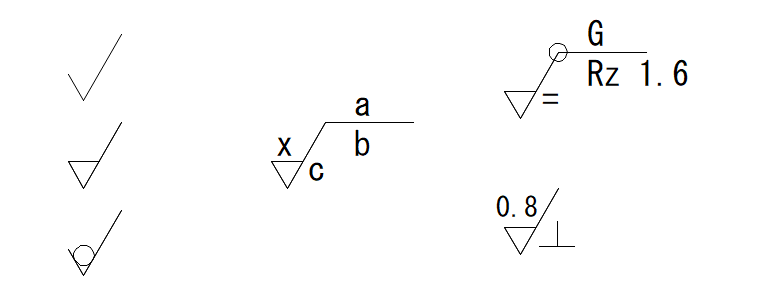
下左図にその基本的な図示記号を示します
※ 上段_基本図式記号、中段_除去加工を行う場合、下段_除去加工を行わない場合
下中図は図示記号に付随する要求事項の位置と内容です
a_加工方法 b_表面粗さ c_加工方向(筋目)
下右図は表示例になります
❍ 加工方法の表記(上中図_a)
平面、円筒面を問わず切削加工か、研削加工かを指定しないと面の仕上がり状態はかなり異なります
また、加工方法によってコスト見積もりに影響します
加工方法は上中図の [a] 部に示します
例として、
「フライス加工」 「フライス20 エンドミル」 「研削」・・・
❍ 表面粗さ(上中図_b)
表面粗さは下記に示す様々な表記方法があります
① 最大高さ粗さ_Rz
② 最大断面高さ_Rt
③ 十点平均粗さ_Rzjis
④ クルトシス_Tku
⑤ 平均粗さ_RSm
⑥ 平均高さ粗さ_Rc
⑦ 算術平均粗さ_Ra
⑧ 二乗平均平方根粗さ_Rq
⑨ スキューネス_Rsk
⑩ 二乗平均平方根粗さ_R⊿q
⑪ ・・・
※ 代表的な表記方法は① Rz、② Raです
機械加工部品の場合、加工者にとって直接的(直感的)にRzが理解しやすいと思います
光学素子部品等の場合はRa表記が多いと思います
※ RzとRzjisはほぼ同じ値です
Rz : Ra ≒ 4 : 1
その他として、
・ 以前は表面粗さを逆三角形の数で表す図示記号で記載していました
例えば [▽_粗加工] [▽▽_一般加工] [▽▽▽_精密仕上げ] [▽▽▽▽_超精密仕上げ/研削仕上げ]
また、この図示記号の上に最大高さ粗さを示し末尾に [S] を付けていました
この[S]はRzの意味です
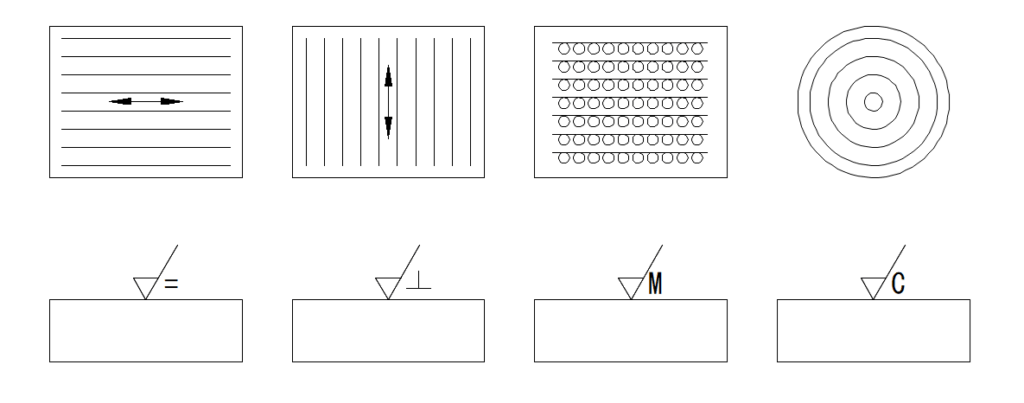
❍ 加工方向(上中図_c)
平面加工の場合、外観とツールの移動方向は密接な関係があります
下図に代表的な加工方向を示す例を示します
❍ 表面粗さ(上中図_x)
表面粗さをRaで示す場合、上中図の [x] の箇所に記載します